
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Shell Kalıp Döküm Prosesi
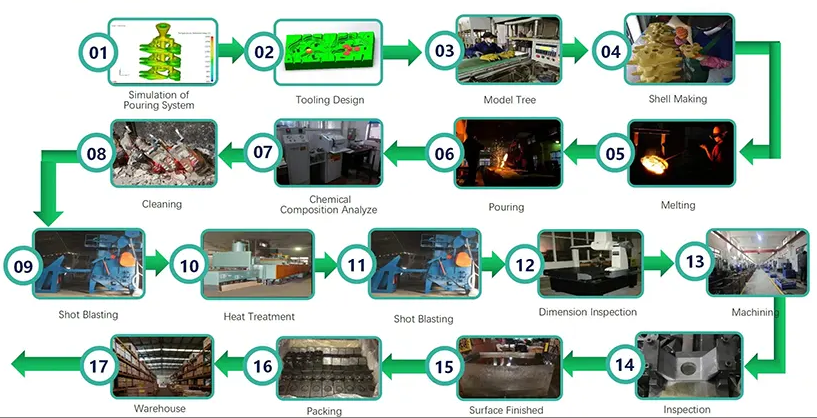
ProsesiShell Ford tökməümumiyyətlə aşağıdakı addımları əhatə edir:
Kalıbın hazırlanması: Əvvəlcə tələb olunan tökmə ilə uyğun gələn formada bir metal qəlib boşluğu düzəldin.
Əvvəlcədən isitmə və yağlama: Kalıbın boşluğunu 175°C~370°C-ə qədər qızdırın və sonrakı qəlibləşdirməni asanlaşdırmaq üçün sürtkü yağını tətbiq edin.
Qum örtüyü və bərkidilməsi: Əvvəlcədən isidilmiş qəlib boşluğunu tökmə qutusuna qoyun və qum-qatran qarışığını tökün. Qarışıq nazik bir qabıq yaratmaq üçün qəlib boşluğunun səthində qismən bərkiyir. Sonradan, nazik qabığı tamamilə bərkitmək üçün bütün cihaz sobaya yerləşdirilir.
Qəlibdən çıxarma və yığma: bərkimiş nazik qabığı qəlib boşluğundan çıxarın və tələb olunduqda onu tam qəlibə yığın.
Tökmə və soyutma: Ərinmiş metalı qəlibə tökün və metal soyuduqdan və bərkidikdən sonra tökməni çıxarmaq üçün qəlibi açın.
Təmizləmə və sonrakı emal: Tökməni təmizləyin və qapının çıxarılması və üyüdülməsi kimi zəruri sonrakı emalları yerinə yetirin.
Tətbiq sahəsi
Shell Ford tökməyüksək dəqiqliyi və aşağı qiymətinə görə müxtəlif mexaniki istehsal sahələrində geniş istifadə olunur. Xüsusilə mühərrik blokları, silindr başları, sürət qutusu hissələri və s. kimi yüksək dəqiqlik və mürəkkəb formalar tələb edən dökümlər üçün Shell Mold Casting böyük üstünlüklər göstərir.
Sorğu göndərin


X
Biz sizə daha yaxşı baxış təcrübəsi təklif etmək, sayt trafikini təhlil etmək və məzmunu fərdiləşdirmək üçün kukilərdən istifadə edirik. Bu saytdan istifadə etməklə siz kukilərdən istifadəmizlə razılaşırsınız.
Məxfilik Siyasəti